窄间隙埋弧焊
2022-06-01


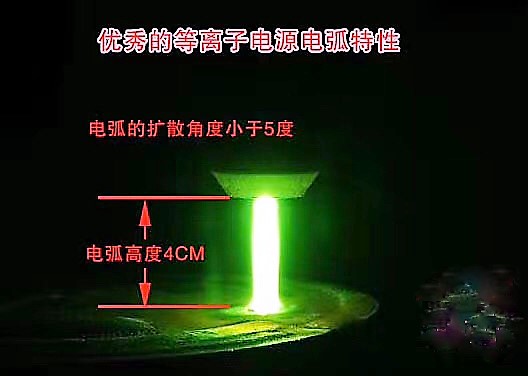
【概要描述】等离子弧焊接属于高质量焊接方法。焊缝的深/宽比大,热影响区窄,工件变形小,可焊材料种类多。特别是脉冲电流等离子弧焊和熔化极等离子弧焊的发展,更扩大了等离子弧焊的使用范围。
【概要描述】等离子弧焊接属于高质量焊接方法。焊缝的深/宽比大,热影响区窄,工件变形小,可焊材料种类多。特别是脉冲电流等离子弧焊和熔化极等离子弧焊的发展,更扩大了等离子弧焊的使用范围。
等离子弧焊接属于高质量焊接方法。焊缝的深/宽比大,热影响区窄,工件变形小,可焊材料种类多。特别是脉冲电流等离子弧焊和熔化极等离子弧焊的发展,更扩大了等离子弧焊的使用范围。
等离子弧焊与TIG焊十分相似,它们的电弧都是在尖头的钨电极和工件之间形成的。但是,通过在焊炬中安置电极,能将等离子弧从保护气体的气囊中分离出来,随后推动等离子通过孔型良好的铜喷管将弧压缩。通过改变孔的直径和等离子气流速度,可以实现三种操作方式:
1、微束等离子弧焊:30A以下的熔透型等离子弧焊
是指电流在30A以下的熔透型等离子弧焊,通常称为微束等离子弧焊。为了保证小电流等离子弧的稳定,一般采用混合型等离子弧,主要用于超薄件的焊接。
2、熔透型等离子弧焊:15~200A
它是采用较小的焊接电流和较小的离子气流量,等离子弧在焊接过程中只熔化焊件不产生小孔效应,焊接方法与钨极氩弧焊很相似,焊接时可以不添加金属,主要用于薄板(0.5~2.5mm)的焊接。
3、穿透型等离子弧焊:100~300A
又称穿孔型焊接法,通过增加焊接电流和等离子气流速度,可产生强有力的等离子束,利用它温度高、能量密度强、穿透力强的特点,焊接时等离子弧把焊件完全熔透并在等离子流量的作用下形成一个穿透焊件的小孔(小孔背面露出等离子弧),形成了正反面都有波纹的焊缝,即所谓的“小孔效应”,焊接时一般不加金属。适用于3~8mm的不锈钢、12mm以下的钛合金、2~6mm低碳钢低合金钢以及铜、黄铜和镍及镍合金的焊接。

扫二维码用手机看
在线留言
COPYRIGHT © 2022 天津太阳sun-city代理科技有限公司 网站建设:
 13752717392
13752717392

 在线留言
在线留言 